1.Thép carbon
Bởi vì thép cacbon có chứa cacbon nên sự phản xạ của tia laser không mạnh, và chùm tia hấp thụ rất tốt. Thép cacbon thích hợp để gia công cắt laser trên tất cả các vật liệu kim loại. Vì vậy, máy cắt laser thép cacbon có một vị trí không thể lay chuyển trong lĩnh vực gia công thép cacbon.
Ứng dụng của thép cacbon ngày càng trở nên rộng rãi hơn. Máy cắt laser hiện đại có thể cắt độ dày tối đa của tấm thép carbon lên đến 20MM. Các khe của thép cacbon có thể được kiểm soát trong một phạm vi chiều rộng thỏa mãn bằng cơ chế cắt nóng chảy oxy hóa. Để khoảng 0,1 MM.

2.Thép không gỉ
Cắt inox bằng laser sử dụng năng lượng được giải phóng khi chiếu tia laser vào bề mặt tấm thép để làm nóng chảy và bốc hơi thép không gỉ. Đối với ngành sản xuất sử dụng inox tấm làm thành phần chính thì cắt inox bằng laser là phương pháp gia công nhanh chóng và hiệu quả. Các thông số quy trình quan trọng ảnh hưởng đến chất lượng cắt của thép không gỉ là tốc độ cắt, công suất laser, áp suất không khí, v.v.

So với thép cacbon thấp, công suất laser và áp suất oxy cần thiết để cắt thép không gỉ cao hơn. Mặc dù việc cắt thép không gỉ đạt được hiệu quả cắt như ý, nhưng rất khó để có được đường may không có cặn dính. Phương pháp phun đồng trục chùm tia laze thổi bay kim loại nóng chảy để không có oxit được hình thành trên bề mặt cắt. Đây là một phương pháp tốt, nhưng nó tốn kém hơn so với phương pháp cắt oxy truyền thống. Một cách để thay thế nitơ tinh khiết là sử dụng khí nén thực vật đã được lọc, bao gồm 78% nitơ.
Khi cắt thép không gỉ gương bằng laser, để tránh bỏng nghiêm trọng cho tấm, cần phải có phim laser!
3.Nhôm và hợp kim
Mặc dù máy cắt laser có thể được sử dụng rộng rãi trong việc gia công các vật liệu kim loại và phi kim loại khác nhau. Tuy nhiên, một số vật liệu, chẳng hạn như đồng, nhôm và hợp kim của chúng, rất khó gia công do đặc tính riêng của chúng (hệ số phản xạ cao).
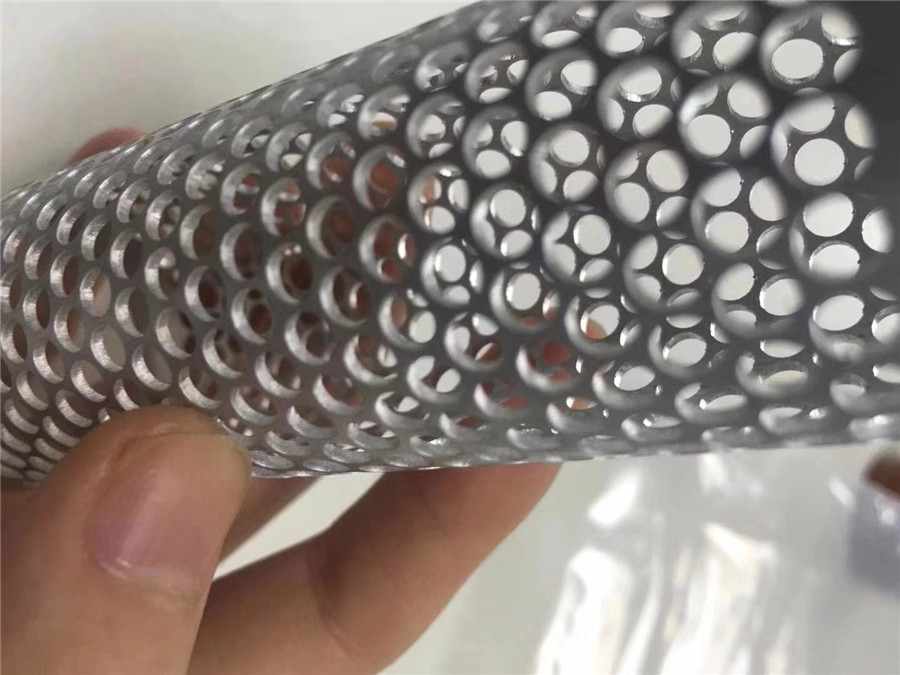
Hiện nay, cắt nhôm tấm bằng laser được sử dụng rộng rãi bằng laser sợi quang và laser YAG. Cả hai thiết bị, cho dù cắt nhôm hoặc các vật liệu khác, chẳng hạn như thép không gỉ và thép carbon, đều có hiệu suất tốt, nhưng chúng không thể gia công Nhôm dày. Nói chung, độ dày tối đa 6000W có thể được cắt thành 16mm và 4500W đến 12mm, nhưng chi phí xử lý cao. Khí phụ được sử dụng chủ yếu được sử dụng để thổi sản phẩm nóng chảy ra khỏi vùng cắt, và thường có thể thu được chất lượng cắt tốt hơn. Đối với một số hợp kim nhôm, cần chú ý ngăn ngừa các vết nứt vi mô trên bề mặt khe.
4.Đồng và hợp kim
Đồng nguyên chất (đồng tím) không thể được cắt bằng chùm tia laser CO2 do độ phản xạ cao. Đồng thau (hợp kim đồng) sử dụng công suất laser cao hơn, và khí phụ sử dụng không khí hoặc oxy để cắt các tấm mỏng hơn.

5.Titan và hợp kim
Cắt laser hợp kim titan thường được sử dụng trong ngành công nghiệp máy bay có chất lượng tốt. Mặc dù sẽ có một chút cặn dính dưới đáy khe nhưng rất dễ dàng làm sạch. Titan nguyên chất có thể được kết hợp tốt với năng lượng nhiệt được chuyển đổi bởi chùm tia laze hội tụ. Khi khí phụ sử dụng oxy, phản ứng hóa học diễn ra gay gắt và tốc độ cắt nhanh. Tuy nhiên, nó rất dễ tạo thành một lớp oxit trên lưỡi cắt. Vô tình, nó cũng sẽ gây ra cháy quá mức. Để ổn định, tốt hơn nên sử dụng không khí làm khí phụ để đảm bảo chất lượng.
6.Thép hợp kim
Hầu hết các loại thép kết cấu hợp kim và thép công cụ hợp kim có thể có được chất lượng cắt tốt bằng phương pháp cắt laser. Ngay cả đối với một số vật liệu có độ bền cao, miễn là các thông số quy trình được kiểm soát thích hợp, có thể thu được quá trình cắt xỉ thẳng, không dính. Tuy nhiên, đối với thép công cụ tốc độ cao có chứa vonfram và thép khuôn nóng, sự ăn mòn và xỉ dính sẽ xảy ra trong quá trình gia công máy cắt laser.
7.Hợp kim niken
Có nhiều loại hợp kim dựa trên niken. Hầu hết chúng có thể bị oxy hóa, nóng chảy và cắt.